Over the last few years, ultrasonic bonding technology has evolved to meet quality expectations and speed requirements for state-of-the-art converting lines. The latest generation of ultrasonic bonding systems provides complete process control and produces consistently high bond quality at line speeds of up to 1,500 feet per minute (ft/min), or 500 meters per minute (m/min).
Ultrasonic bonding is widely used in hygiene production lines. In addition to its use for diapers, training pants and incontinence products, it also is used feminine napkins; filters; surgical masks; gowns and pads; wipes; cosmetic pads; vacuum bags; and coffee and tea filters; among many other textile, film, nonwovens and paper products.
The ultrasonic process is very versatile and can be used in a wide range of products for: laminating/bonding; embossing; perforating; slitting/cutting; and splicing.
With these capabilities, the ultrasonic process can be a cost-saving alternative for existing adhesive bonding applications and often allows new, unique applications with properties that cannot be achieved by any adhesive application process. Examples include:
- laminating multiple layers of material simultaneously to create strong yet soft side seams of training pants, protective underwear for adults or cosmetic pads;
- laminating the cloth-like backsheet of diapers while embossing decorative patterns; and
- bonding a wide range of shapes such as mitt-shaped wipes.
The wide range of applications include multilayered function wipes, medical products (face masks, shoe covers, heating packs and ice bags), bonding of sorbents and laminating
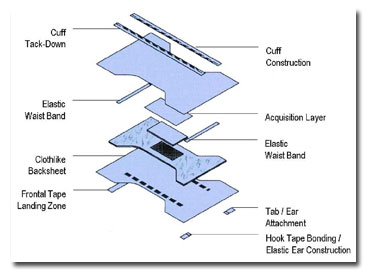
Figure 1: Ultrasonic bonding applications in diapers
Fundamentals Of Ultrasonic Welding
Ultrasonic welding is a bonding method that uses high frequency mechanical sound waves to create molecular bonds between thermoplastic materials such as nonwovens, films or injection-molded plastic parts. During the ultrasonic welding process, mechanical vibrations are introduced into the material at a high frequency of 20,000 or more cycles per second with specific amplitude in the magnitude of the diameter of a human hair and a certain weld force.
Ultrasound is a term used for high frequencies ranging from 20 kilohertz (kHz) to 1 gigahertz (gHz) (Hz = cycles per second). These frequencies are beyond the range of what humans can hear. Ultrasonic welding systems commonly use frequencies of 20, 30 or 35 kHz.
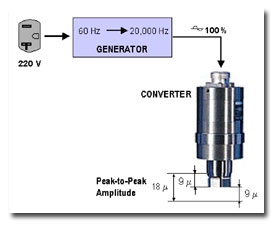
An ultrasonic generator electronically converts line voltage into a high voltage/high frequency signal and delivers it to a converter. In the converter, piezoelectric crystals are sandwiched between two titanium discs and vibrate (expand and contract) at the frequency of the applied electrical signal. The vibration produces a very fast mechanical movement of 20,000 cycles per second with small amplitude of about 18 microns (peak-to-peak).
Figure 2: Electrical system with generator and converter
For most applications, amplitudes of 18 microns are insufficient to weld material. By connecting an amplitude coupler (booster) to the converter, the amplitude of the vibration can be increased. A typical gain of an amplitude coupler is 1:2. A sonotrode (ultrasonic horn), which is connected to the lower end of the amplitude coupler, further increases the amplitude, typically by a factor of 2.3. With the resulting amplitude of 80 microns (peak-to-peak), the material is compressed between the surface of the sonotrode and the top of an anvil. The compression of the nonwoven, film or plastic parts creates both a compression of and friction between the thermoplastic molecules. This results in heating and melting the thermoplastic materials and creates a weld, or bond, between them.
Figure 3: Amplitude buildup in an ultrasonic stack
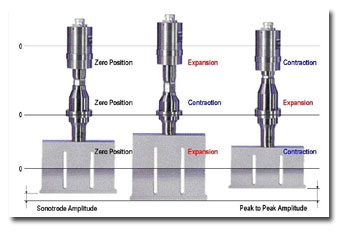
Figure 4: The weld amplitude is the amount of expansion or contraction of the sonotrode.Expansion/contraction during the vibration of the ultrasonic stack
Adjusting Bond
Strength In Ultrasonic Welding
Amplitude and force are the two key process parameters that change the bond strength. The amplitude of the vibration can be changed both by using amplitude couplers with different gains and electronic adjustment at the ultrasonic generator. Once the optimum amplitude is determined for an application or material combination, the amplitude becomes a constant and will not be changed. This leaves the weld force that the sonotrode applies to the material as the only remaining variable process affecting the bond strength. Light weld forces result in light bonds. With increasing weld forces, the bond strength increases. The required amount of force depends on the desired bond strength, the material or material combination to be bonded, the welding time or web speed and the coverage area of the bonding pattern. In order to achieve a consistent bond quality, the two weld parameters amplitude and force must be kept constant.
Continuous Ultrasonic Bonding
While the fundamentals of ultrasonic welding apply to all ultrasonic plastic welding applications, ultrasonic bonding of continuous webs, including nonwovens and films, requires a customized system solution.
A continuous ultrasonic bonding system consists of an engraved anvil drum and the ultrasonic system with an ultrasonic stack (converter, amplitude coupler and sonotrode). The stack is mounted above the anvil drum, leaving a small gap between the surface of the anvil drum and the sonotrode. While the sonotrode is constantly expanding and contracting - 20,000 times per second - the material passes through the gap between the sonotrode and the anvil drum.
During the expansion phase, the sonotrode compresses the material between the weld surface of the sonotrode and the anvil drum. In thermoplastic materials, this compression creates molecular compression and surface friction, causing the material to selectively melt at the raised bonding points of the anvil drum. During the contraction phase, the sonotrode creates a bigger gap, allowing the material to run through the gap at high speeds without material jams.
Figure 5: Continuous ultrasonic bonding system with sonotrode and anvil drum
The amount of energy brought into the product depends upon the amplitude of the sonotrode and the force applied to the material. While the amplitude remains constant, the bond strength can be adjusted by changing the gap. With a relatively large gap, less force is applied to the material resulting in light bonds; reducing the gap increases the force and will result in stronger bonds.
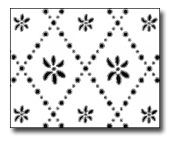
By varying anvil drum designs, visual appearance of the bond pattern and bonding properties can be customized to the requirements of individual applications.
Figure 6: Examples of bonding patterns
Consistent Bond Quality
Through MICROGAP Control
In order to ensure consistent bonding quality, it is important to precisely control the two key process parameters: amplitude and force.
State-of-the-art ultrasonic generators provide a stabilized amplitude output, ensuring that the sonotrode will vibrate with consistent amplitude. Continuous ultrasonic bonding systems also need to maintain a consistent weld force to achieve consistent weld quality at high production speeds, and to virtually eliminate wear and avoid burn-through.
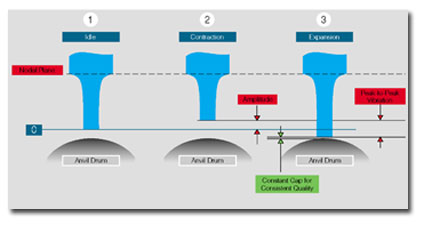
Figure 7: Constant gap for consistent bond quality
Correctly engineered ultrasonic bonding systems can maintain a consistent weld force by maintaining a constant gap between sonotrode and anvil drum. It is essential to replace the rubber O-ring booster mounts in conventional ultrasonic systems with rigid metal mounts at the nodal plane of the sonotrode.
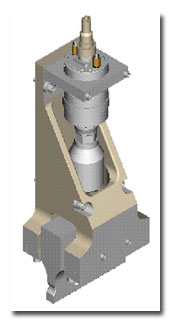
Figure 8: Rigid mounted ultrasonic stack
The mounting of the ultrasonic stack at the sonotrode, patented by Herrmann Ultrasonics Inc., Chicago, in a cast metal mounting device presents an excellent rigid mounting solution and reduces the thermal expansion length of ultrasonic stacks by 66 percent as compared to conventional booster-mounted stacks. For some applications, it may be sufficient to combine such a rigid mounted stack with a pressure-loaded anvil drum as a cost-effective, continuous ultrasonic bonding system.
For full process control, consistent bond quality and high production speeds, Herrmann Ultrasonics developed an actuator unit with a precision height adjustment system. Rather than relying on varying air pressures to change the weld force, this actuator unit uses a stepper motor to change the operating position of the sonotrode via a toggle mechanism. The actuator unit allows setting the gap between sonotrode and anvil drum with extremely high precision for fine adjustments of the bond strength. The adjustment range is 8,000 steps. Each step corresponds to a height adjustment of 0.3 microns.
Compensating For Thermal Expansion
During the bonding process, the compression and friction of the thermoplastic molecules create heat that selectively melts the material. Some of this heat radiates back into the weld face of the sonotrode and surface of the anvil drum. Additionally, the expansion and compression of converter, amplitude coupler and sonotrode increase the temperature of the ultrasonic stack. The resulting thermal expansion reduces the gap between sonotrode and anvil drum. When keeping the ultrasonic stack in the same position, the force applied to the material can increase and cause over-welding or burn-through. Eventually, the sonotrode can expand into the rotating, hardened steel anvil drum, causing massive wear or damage on both sonotrode and anvil drum.
Herrmann Ultrasonics solved this problem with the development of a patented MICROGAP control system that automatically compensates for thermal expansions. A MICROGAP controller constantly monitors the actual weld force that the sonotrode applies to the material via a load cell in the actuator. The closed-loop controller compares the actual weld force with a programmed target force and, if necessary, adjusts the position of the sonotrode by stepper motor to maintain a constant gap. This ensures consistent bond quality and significantly reduces wear by avoiding contact between sonotrode and anvil drum.
Figure 9: MICROGAP control system with force control
The rigid mounting of the ultrasonic stack allows installing sonotrodes side by side and very close to each other in one row. Combined with the special shape of the sonotrodes, wide webs can be bonded seamlessly without unbonded lanes between the sonotrodes. Commercial ultrasonic calendars include machines with production widths of 120 inches, or 3 meters. Larger widths are possible.
Figure 10: 90" (2.2 meters) wide ultrasonic calender
On high-speed converting lines, ultrasonic bonding systems with MICROGAP control allow producing consistently high quality bond results at speeds of up to 1,500 ft/min (500 m/min).
Ultrasonic Bonding: More Cost-Effective Than Bonding Methods Utilizing Adhesives
For many applications that were traditionally bonded with adhesives, ultrasonic bonding technology can be an attractive alternative. Benefits of ultrasonic bonding include:
Elimination of adhesives from the bonding process
The production process no longer depends on the availability of adhesives.
There is no negative impact by increasing adhesive costs on the bottom line.
Significant cost savings are achieved by eliminating the cost of adhesive from the product.
No time consuming and expensive qualification of substitute adhesive types are needed for adhesives that are no longer available.
There is no chemical reaction between adhesive and lotion or cleaning solution in wet wipes, which may dissolve the adhesive, destroy the bond and contaminate the lotion or solution of the wipe.
Possibility of using thinner materials:
Cost savings by using thinner, less expensive nonwovens and films;
No bleed-through of adhesives through thin nonwovens; and
No heat distortion of thin films by hotmelt adhesives.
New possibilities beyond capabilities of adhesive applications include:
Bonding multiple layers of material simultaneously, such as six 12 layers in side seams of training pants;
Intermittent bonding patterns in a wide range of shapes such as mitts, ovals and circles, is possible;
Changing bonding patterns easily using anvil drums with different engraving; and
Creating attractive, embossed laminates by using decorative bonding patterns for product differentiation or brand recognition, e.g. laminating cloth-like backsheet for diapers with embossed pattern, or bonding laminates with embossed company logo or brand name.
Additional process and maintenance advantages include:
Safe process - ultrasonic bonding works without hot, pressurized medium that could hurt operators or maintenance personnel;
Instantaneous system availability, not heat-up time required;
Immediate bond strength with virtually no open time or cooling phase;
No machine downtime by adhesive contamination, clogged adhesive spray nozzles or broken control modules of adhesive application heads;
No repair of hot and sticky parts required; and
Low energy costs.
Limitations
Due to the nature of the process, ultrasonic bonding normally requires some thermoplastic contents in the material that can melt to create bonds. However, in some cases it is even possible to achieve sufficient bond strength with non-thermoplastic materials such as tissue. Trials in an application lab allow evaluating the feasibility of ultrasonic bonding for specific material combinations.
Conclusions
When searching for viable alternatives to conventional adhesive bonding processes, ultrasonic bonding systems can be an ideal solution. By entirely eliminating adhesives for the bonding process, manufacturers no longer depend on the availability of adhesives while achieving major cost savings.
With the availability of advanced and proven continuous ultrasonic bonding systems, ultrasonic bonding is a reliable and controllable production process. State-of-the-art ultrasonic bonding systems with MICROGAP control can meet today's high speed and quality requirements of demanding nonwovens applications.
Beyond the mere substitution of existing applications, ultrasonic bonding creates opportunities for a wide range of new applications with unique properties that cannot be achieved with any adhesive application system.

 English
English












 Room A#609, Dexing AI Industrial Park, No.3, Weiye Road, Puyan Street, Binjiang District
Room A#609, Dexing AI Industrial Park, No.3, Weiye Road, Puyan Street, Binjiang District







